低壓注塑技術(shù)
低壓注塑工藝是一種使用很小的注射壓力(1.5~40bar)將封裝材料注入模具并快速固化成型(5~50秒)的封裝工藝方法,以達到絕緣、耐溫、抗沖擊、減振、防潮、防水、防塵、耐化學腐蝕等等功效。此項工藝起源于歐洲的汽車工業(yè),到目前為止在歐美、日韓等的汽車工業(yè)領域和電子電氣領域已經(jīng)成功應用了十幾年,在我國目前尚處在初步階段。 其應用領域非常廣泛,包括:印刷線路板(PCB)、汽車電子產(chǎn)品、汽車線束、車用連接器、傳感器、微動開關、天線等等。本文我們就將對電子元器件封裝中的低壓注塑技術(shù)做一些介紹。希望大家能對低壓注塑技術(shù)有個粗淺的認知。
一、 低壓注塑工藝
這種低壓注塑工藝與熱塑性塑料的注塑成型技術(shù)非常相似。顆粒狀的熱熔膠被加熱至熔化,以便在液體狀態(tài)下進行下一步加工,如圖1。與傳統(tǒng)的注塑成型技術(shù)不同的是,這種單組份熱熔膠在特殊設計的模具中只需要2到40巴的低壓就可以完成封裝電子元器件的工藝。這種低壓范圍之所以成為可能,是因為這種熱熔膠在熔融狀態(tài)下的粘稠度很低,僅在1000到8000 mPa.s之間。另外,注塑的溫度范圍在180到240攝氏度之間,通過這種方法,可以溫和地將線束、連接器、微動開關、傳感器和電路板等精密、敏感的電子元器件封裝起來,而不會對其產(chǎn)生傷害。圖2為一個已經(jīng)封裝好的部件,被琥珀色或黑色的低壓注塑材料所包封。在熱熔膠被注入模具之后,隨即開始冷卻及固化,固化時間因膠量的不同而不同,大約在10到50秒之間。除了保護元器件免受周圍環(huán)境的影響,該低壓注塑材料還可以起到抗沖擊,緩沖應力的作用。此外,該材料還可以作為電絕緣材料。首頁上的圖片顯示了一個用琥珀色熱熔膠料封裝的電子元器件,由西門子VDO提供。


二、 低壓注塑材料
用于這種技術(shù)的化學材料是以二聚脂肪酸為基礎的聚酰胺熱熔膠。該脂肪酸來自于可再生資源,比如大豆、油菜籽和葵花籽,然后縮聚成二聚物。在縮聚過程中,該二聚脂肪酸與二胺發(fā)生反應,釋放出水,生成聚酰胺熱熔膠。這類產(chǎn)品的顯著特點是耐溫范圍較廣,也就是說,產(chǎn)品具有低溫柔韌性,與此同時,還具有抗高溫蠕變性。
因為比其他熱熔材料更加堅固結(jié)實,這些產(chǎn)品具有類似于塑料的特性。在注塑過程中,這些粘合劑確實需要發(fā)揮塑料的功能――換句話說,粘合劑不僅僅是兩個基材表面之間的一層薄膜,而是外部3維構(gòu)造不可或缺的一部分。熱塑性塑料外殼可以完全被這些粘合劑所取代。
除了機械上的優(yōu)越性,這類產(chǎn)品的另一個重要特點是它的粘性。它可以將被封裝的各層之間(比如電線絕緣材料,外殼材料以及電路板)牢固地粘合起來,從而形成一個完美的防水系統(tǒng)。
一種材料的多樣化特性只有通過融合不同的原材料來實現(xiàn)。由于這樣的融合,這種聚酰胺材料沒有一個明確的熔點,而是具有一個較為寬泛的軟化范圍。同樣的道理,這種情況也適用于玻璃化溫度,更準確地說,也是一個玻璃化溫度范圍。這些變化過程可以通過DSC熱差掃描(DSC)圖來說明,如表1。這是-120℃到250℃之間記錄下來的第二輪數(shù)據(jù)。右邊的熔融峰值描繪的是固體轉(zhuǎn)變?yōu)橐后w的熔化點。左邊是的玻璃化范圍,從左向右描繪的從玻璃質(zhì)狀態(tài)到彈性體狀態(tài)的軟化過程。玻璃化溫度被定義為玻璃化范圍[1],[2]的中間點。表2中ASTM E 28的軟化點描繪的是固體向液態(tài)的轉(zhuǎn)化溫度。這個數(shù)值對于工藝過程非常重要,因為注塑溫度必須超過這一數(shù)值。這一軟化點在DSC熔融峰值的末端,與這種聚酰胺材料的工作溫度范圍關系不大,因為聚酰胺在達到這一軟化點之前已經(jīng)夠軟了。
#p#分頁標題#e#
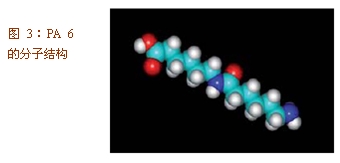
與PA 6等聚酰胺材料不同,基于二聚脂肪酸的聚酰胺主要為非結(jié)晶質(zhì)結(jié)構(gòu),因為它的晶體成分極少。圖3和圖4顯示了不同的分子結(jié)構(gòu)。PA 6的構(gòu)造非常均勻,因此可以形成高度晶狀體,結(jié)構(gòu)非常緊湊,而聚酰胺熱熔膠的分子結(jié)構(gòu)極其復雜,非常不均勻。普通聚酰胺材料的強度和耐溫度蠕變性比基于二聚脂肪酸的聚酰胺熱熔膠膠強,而聚酰胺熱熔膠則表現(xiàn)出更強的柔韌性和冷撓曲性。

由于分子量大,熔融普通聚酰胺材料的粘稠度比聚酰胺熱熔膠要高得多,因此只能用傳統(tǒng)的注塑機來加工。而低粘度的聚酰胺熱熔膠膠則可以用低壓熱熔膠注塑機來施工。
由于其脂肪酸的序列性,基于二聚脂肪酸的聚酰胺具有非極性的部分,但整體仍主要是極性結(jié)構(gòu),可以吸附水分。由于含有脂肪酸成分,它對于的水分吸附性通常低于普通聚酰胺材料。在加工之前,聚酰胺熱熔材料必須在防濕的條件下保存,以防止在熔化過程中產(chǎn)生氣泡。
三、 與應用相關的特性
除了機械性能和玻璃化溫度等特點外,與應用相關的特性也是重要的因素,如:耐火性能、電絕緣性。熱膨脹性對于溫度循環(huán)來說也是尤其重要的。而且除了這些,還必須具備在汽車制造業(yè)必須考慮的耐化學腐蝕性。
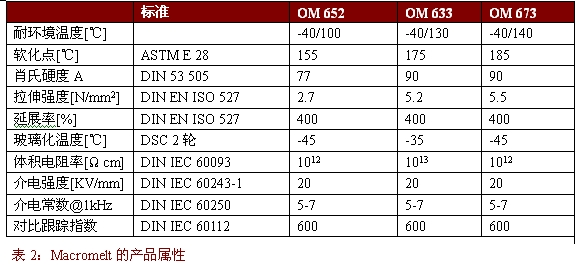
表2列舉了一些聚酰胺熱熔膠產(chǎn)品的工作溫度范圍。但是,產(chǎn)品的選擇還得取決于具體應用,材料本生的特性,與基材的兼容性以及的膨脹系數(shù)都是決定性的因素。基于這些原因,建議根據(jù)相應的溫度要求,對已封裝和密封好的部件進行測試。這種聚酰胺熱熔材料的膨脹系數(shù)是通過TMA測量標準來確定的,在-45℃到95℃之間約為300ppm/K。由于良好的冷撓曲性以及高延展率,這種聚酰胺熱熔材料在苛刻的溫度沖擊測試下也表現(xiàn)得非常優(yōu)異。在應用中,這種材料通常不會承受巨大的機械負荷,由于溫度變化造成的除外。但是,如果對于某些特殊的應用,在不同的溫度下會出現(xiàn)高的機械負荷,則必須考慮材料具體的熱性能。因為這種材料隨著溫度升高將逐漸變軟。
聚酰胺熱熔膠最為顯著的特點是在溫度升高之后VOC值非常低。在100℃下測試30分鐘,VOC值小于30ppm。根據(jù)DIN 75201標準,在100℃下測試16個小時,霧化值低于0.1mg。
有多種測試方法來測量可燃性或防火性。對于汽車制造業(yè),Underwriters Laboratories的官方目錄通常是決定性的。依據(jù)FMVVSS 302的測試是專門針對汽車制造業(yè)的,尤其是汽車內(nèi)部的部件。表2中所列的產(chǎn)品符合UL 94 V-0認證,而且通過了FMVSS 302測試。在根據(jù)ASTM D3874標準進行的熱線引燃試驗中,產(chǎn)品分別達到了級別3到4。除此之外,產(chǎn)品還符合DIN EN60695-2-12灼熱絲試驗的要求,灼熱絲的易燃指數(shù)(GWFI)為960/3.0。
表2列舉了這種聚酰胺熱熔材料的部分電性能的數(shù)據(jù),比如體積電阻率、介電強度、其他絕緣屬性以及對比跟蹤指數(shù)。既然我們在這里討論的是聚酰胺,還必須考慮濕氣對它的影響。
汽車制造業(yè)所應用的注塑材料必須對許多化學物質(zhì)均具有耐腐蝕性。但是,在大多數(shù)情況下,接觸是短暫的、偶發(fā)的。通過在表面敷上少量的液體或者將測試體快速浸入該液體來確定耐腐蝕性。然后,通常會把測試體保存在相應的工作溫度下。本文討論的這種聚酰胺材料對汽車制造業(yè)中通常會接觸到的化學物質(zhì)具有耐受性。只有在接觸電池酸性物質(zhì)的情況下,才會發(fā)生表面分解。
當然,這種聚酰胺熱熔材料在應用上也存在限制。非極性底層,比如與特氟龍或硅樹脂并不能達到很好的粘合效果。該產(chǎn)品在短期接觸的情況下,對燃料類化學物質(zhì)具有耐受性。在中期接觸的情況下,對柴油的耐受性也令人滿意。但對于長期會接觸酒精、石油的應用條件,該產(chǎn)品則不適用。由于其良好的導熱性能,金屬材料很難用這種聚酰胺熱熔膠粘接,顧名思義,熱熔膠是在高溫的狀態(tài)下應用的。例如,將金屬預熱到80到100℃將會粘接效果有所幫助。目前已經(jīng)有研發(fā)項目正在研究針對這些應用的解決方案。除了聚酰胺熱熔物,聚烯烴和聚亞安酯熱熔物也可以用于此類應用。我們將在適當?shù)臅r候提供這些方面的報告。
 #p#分頁標題#e#
#p#分頁標題#e#
四、 模具
模具通常由鋁材制成,因為它比鋼模具便宜。而且,在注塑過程之后,從鋁模具上脫模要比鋼模具容易,因為這種聚酰胺材料對鋼模具的粘接力更強。合理的模具設計對于輕松脫模以及所封裝部件的日后性能都非常重要。在這方面,已經(jīng)積累了大量的經(jīng)驗。脫模對于工藝周期有巨大的影響,從而會影響生產(chǎn)效率。對于部件的性能,比如防水性,重要的一點是注塑材料在電子元器件關鍵的部位上封裝效果,關鍵的部位指即使發(fā)生劇烈的溫度變化系統(tǒng)依然必須保持防水性的地方。這樣,在冷卻的階段,這種聚酰胺注塑材料將會收縮,收縮率約為8% 到10%。為了彌補這一點,在注射階段之后,立刻加上了一個保壓階段。經(jīng)過這一保壓階段,收縮率可以下降到約1%,這可以通過外部輪廓上體現(xiàn)出來。
在三維模擬程序的幫助下,我們可以對注塑過程進行模擬,必要的時候,進行優(yōu)化。對模擬的重點的是產(chǎn)生一個限定條件的模擬環(huán)境來描述注塑的幾何過程。這種注塑材料對模擬計算來說至關重要的參數(shù)包括導熱性、熱容量、pVT性能以及在不同剪切速率下的粘度。基于聚酰胺的注塑材料的導熱性通常為0.2 W/mK,與溫度無關。輸入的幾何數(shù)據(jù)被模擬程序用來計算注膠點位置范圍。計算的參數(shù)包括前沿曲線、填充所需要的壓力以及熔化溫度。得出的結(jié)果可以對注膠點的具體位置進行優(yōu)化。使可能發(fā)生的空隙和收縮限制在可控的范圍內(nèi)。而且,還可以幫助合理地設定諸如注射溫度、注射壓力以及保壓之類的設備參數(shù)。
五、 結(jié)束語
選擇低壓注塑(注射)成型工藝不但可以大幅度提高生產(chǎn)效率,降低產(chǎn)成品的次品率,還可以從總體上幫助生產(chǎn)企業(yè)建立成本優(yōu)勢。雖然在此項工藝技術(shù)中國的發(fā)展還是處于初級階段,但是其未來應用前景非常值得期待。
相關文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術(shù)人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數(shù)據(jù)處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF