1 M42高速鋼刀具的失效形式
硬度是影響高速鋼刀具性能的重要指標(biāo)之一。M42高速鋼(國(guó)外牌號(hào))立銑刀經(jīng)分級(jí)淬火后硬度達(dá)68~70HRC。由于硬度偏高,該刀具切削工件時(shí),切削刃口很快發(fā)生崩刃,導(dǎo)致刀具快速失效。從失效刀具上可觀察到兩種崩刃形式:①刃口產(chǎn)生如圖1所示的均勻崩刃,在前、后刀面之間有一段刃口均勻缺損,產(chǎn)生的崩刃斜面與基面約呈45°角;
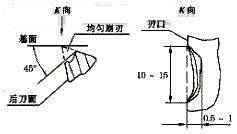
圖1 M42高速鋼立銑刀的均勻崩刃
②刃口產(chǎn)生如圖2所示的脆性崩刃,如剝皮似地沿第一、第二后刀面脫層崩刃,即刀具碎片以薄層形式從刀具后表面上剝落,刃口崩刃處局部有放射狀和人字形花紋,無(wú)疲勞源跡象,因此屬脆性崩刃。
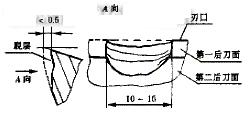
圖2 M42高速鋼立銑刀的脆性崩刃
此外,在使用過的刀具中還觀察到如圖3所示的垂直于切削刃的裂紋。失效刀具崩刃后留在刀體上的裂紋方向與磨制后刀面時(shí)留下的刀痕方向一致,且裂紋程度與刀具后刀面的表面粗糙度有關(guān),粗糙度值越大,留下的裂紋隱患越多。由于淬火硬度高,刃口處應(yīng)力易集中,因此一旦產(chǎn)生裂紋,便會(huì)急劇擴(kuò)展,直至刀具某段刃口完全脫離刀體,產(chǎn)生脫層崩刃。
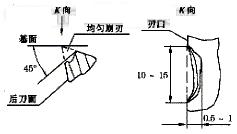
圖3 M42高速鋼立銑刀的裂紋
2 刀具的抗彎強(qiáng)度試驗(yàn)
一般來說,刀具硬度高,其耐磨性較好,但韌性較差,脆性較大。通常可用韌性指標(biāo)來表示刀具抵抗裂紋產(chǎn)生和擴(kuò)展的能力。評(píng)定脆性材料韌性的常用方法是抗彎強(qiáng)度試驗(yàn)(高速鋼刀具經(jīng)淬火后可認(rèn)為是脆性材料或低塑性材料)。該試驗(yàn)不受試樣偏斜的影響,可穩(wěn)定測(cè)試刀具的抗彎強(qiáng)度值。由于強(qiáng)度與韌性相互關(guān)連,因此抗彎強(qiáng)度值越高,刀具抗脆性斷裂的能力(即韌性)越強(qiáng)。
2.1 試驗(yàn)方法
由于未查到工具鋼抗彎強(qiáng)度試驗(yàn)國(guó)家標(biāo)準(zhǔn),因此我們根據(jù)材料力學(xué)抗彎強(qiáng)度計(jì)算公式自行設(shè)計(jì)了M42高速鋼立銑刀的抗彎強(qiáng)度試驗(yàn)方案,并確定了試樣和跨距支點(diǎn)尺寸。首先用經(jīng)不同熱處理工藝處理的M42高速鋼立銑刀進(jìn)行切削,并觀察刀具的失效形式,然后用失效刀具制成不同尺寸的方形小桁條試樣,將試樣置于萬(wàn)能材料試驗(yàn)機(jī)上,在試樣三點(diǎn)彎曲狀態(tài)下以緩慢速率對(duì)試樣加載,測(cè)出其抗彎強(qiáng)度值。
2.2 試樣受力狀態(tài)分析
試驗(yàn)中,試樣斷面上的應(yīng)力分布不均勻,表面應(yīng)力最大。壓力作用點(diǎn)在兩個(gè)支點(diǎn)之間,試樣上表面受壓應(yīng)力,下表面受拉應(yīng)力,中間段呈懸臂狀態(tài)。
在試驗(yàn)過程中,受壓試樣經(jīng)歷三個(gè)階段的變化:①?gòu)椥宰冃坞A段;②塑性變形階段;③裂紋擴(kuò)展至斷裂階段。由于脆性材料的塑性變形極小,因此第二階段可忽略不計(jì)。
試樣破損形式可解釋為:試樣中段表面應(yīng)力集中,首先產(chǎn)生彈性變形,當(dāng)應(yīng)力大到一定程度后即產(chǎn)生表面裂紋,裂紋迅速擴(kuò)展到整個(gè)試樣截面,試樣斷裂。彈性變形需要一定能量,裂紋擴(kuò)張至斷裂也需要一定能量,兩者之和可反映材料從產(chǎn)生裂紋至擴(kuò)張斷裂的難易程度,因此抗彎強(qiáng)度值可表示阻礙材料裂紋擴(kuò)張的能力。
刀具刃口受力情況如圖4所示。切削刃口呈楔角狀,實(shí)體夾角<75°,切削力集中作用于刃口附近1mm區(qū)域內(nèi),切削力P基本垂直于前刀面,刃口呈懸臂狀,受到壓應(yīng)力,支點(diǎn)在芯徑內(nèi)切圓上。由于刀具受力狀態(tài)與抗彎試驗(yàn)狀態(tài)大體相似,因此通過抗彎強(qiáng)度試驗(yàn)來評(píng)定刀具材料韌性較為合理。雖然嚴(yán)格地說,抗彎強(qiáng)度試驗(yàn)與刀具實(shí)際工作狀態(tài)仍有不同,如刀具刃口的受力速度、截面大小等均不一樣(抗彎強(qiáng)度試驗(yàn)是對(duì)試樣緩慢加力),但由于抗彎強(qiáng)度值是表示單位面積所受力的大小,與力的作用速度、刀具截面大小無(wú)關(guān),因此上述差別影響不大。 #p#分頁(yè)標(biāo)題#e#
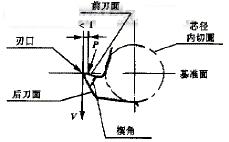
圖4 刀具刃口受力情況
3 試驗(yàn)結(jié)果及分析
采用不同熱處理工藝的M42高速鋼立銑刀的切削試驗(yàn)與抗彎強(qiáng)度試驗(yàn)結(jié)果如表所示。
表 M42高速鋼刀具切削試驗(yàn)與抗彎強(qiáng)度試驗(yàn)結(jié)果
分析試驗(yàn)結(jié)果,可得出如下結(jié)論:
1) 采用原分級(jí)淬火工藝時(shí),刀具熱處理硬度高(68~70HRC),脆性大,不利于正常切削。
2) 采用改進(jìn)分級(jí)淬火工藝時(shí),刀具熱處理硬度在65~67.5HRC之間,使用性能有所改善。
3) 采用等溫淬火工藝時(shí),淬火過程中奧氏體轉(zhuǎn)變?yōu)樨愂象w,體積變化小,奧氏體轉(zhuǎn)變?yōu)轳R氏體的數(shù)量減少,組織應(yīng)力減小,經(jīng)正確回火后,既保持了高速鋼刀具所需硬度(65~67.5HRC),又改善了強(qiáng)度和韌性。在硬度基本相同的情況下,等溫淬火刀具的σbb(平均值)比改進(jìn)分級(jí)淬火刀具大約高5.1%。
4) M42高速鋼立銑刀的硬度超過67.5HRC后,刀具脆性增大,韌性較差,抗彎強(qiáng)度值較低,只適合用于小余量精銑,不適合用于切削力、沖擊力較大的粗銑、半精銑及高速切削。如刀具硬度低于65HRC,雖然可適應(yīng)較大加工范圍,抗彎強(qiáng)度值高,韌性較好,但刀具耐磨性差,工作壽命降低,同樣不利于高速切削,難以體現(xiàn)出M42高速鋼切削速度高、耐磨性好的特點(diǎn)。為使刀具兼有較大加工范圍和較理想的切削性能,將刀具硬度控制在65~67.5HRC之間較為適宜,在此硬度范圍內(nèi),刀具可保持較高的紅硬性和耐磨性,而韌性及強(qiáng)度又可得到適當(dāng)改善,刃口韌性好,不易崩刃,可選取較高切削速度及較大走刀量。 #p#分頁(yè)標(biāo)題#e#
通過對(duì)M42高速鋼立銑刀進(jìn)行抗彎強(qiáng)度試驗(yàn),分析了刀具材料熱處理硬度與韌性之間的內(nèi)在聯(lián)系及變化規(guī)律,為刀具設(shè)計(jì)人員提供了合理的刀具硬度范圍,對(duì)提高刀具使用性能具有重要意義。
相關(guān)文章
- 2021-07-31Autodesk EcotectAnalysis2011綠色建筑分析應(yīng)用全彩 [
- 2021-06-11AutoCAD工程制圖及案例分析PDF下載
- 2021-06-06AutoCAD機(jī)械制圖技巧及難點(diǎn)分析PDF下載
- 2021-05-29Autodesk Ecotect Analysis綠色建筑分析應(yīng)用(全彩)2011
- 2016-08-07凱景國(guó)際集團(tuán)辦公室全套施工裝修圖下載
- 2016-06-28各種材料接口大樣圖 門大樣詳細(xì)圖集下載
- 2016-02-01邱德光廣州琶洲洲城中村天悅樣板間施工圖及材料表
- 2016-01-07西雙版納皇冠假日酒店總經(jīng)理套房施工圖及+材料規(guī)格說
- 2016-01-05托斯卡納風(fēng)格別墅樣板間設(shè)計(jì)方案施工圖下載
- 2016-01-03福州香江紅海園樣板房施工圖(平面、立面、節(jié)點(diǎn)及材料)