一次裝夾進(jìn)行PCD和PCBN刀具加工包括使用EDM 進(jìn)行初始粗加工,然后進(jìn)行精磨以修復(fù)在EDM,加工中破壞的表層結(jié)構(gòu)。磨削時(shí)的測(cè)量確保了最后所后所得尺寸是可控制的。一次裝夾完成了這些工序,節(jié)省了加工時(shí)間并提高的加工精度。
磨削頭可以配備最多6個(gè)獨(dú)立磨削主軸和/或EDM主軸,給予用戶最大可能性的柔性。磨削輪庫(kù)位置移動(dòng)非常精確可在微米范圍內(nèi),換刀時(shí)間最多2秒。
要在可靠的工藝下,一次裝夾就完成PCD和PCBN材料的加工,需要滿足很多條件。
可靠工藝策略
EDM可以快速經(jīng)濟(jì)的去除一定的材料。但是會(huì)在結(jié)構(gòu)表面留下大約30~40µm厚的破壞層。甚至很短的時(shí)間也會(huì)對(duì)工件表面質(zhì)量造成破壞。必須改變加工工具,所以該加工工序必須中斷。被EDM破壞的結(jié)構(gòu)由其后的磨削過程去除。這就可以將刀具壽命提高40倍。停工時(shí)間相應(yīng)減少并使成小降低。

完整的EWAMATICLINE系統(tǒng)能夠加工PCD和PCBN可回轉(zhuǎn)刀具
和在EDM與磨削合成加工中的回轉(zhuǎn)對(duì)稱刀具。
這就是汽車行業(yè)特別需要磨削工具的原因。由于磨削需要比EDM加工5到10倍的時(shí)間,這兩個(gè)工藝的結(jié)合可提供從理想的有效加工。EWAG的手動(dòng)和數(shù)控磨床其獨(dú)有的震動(dòng)模式可以減少砂掄磨損并盡可能長(zhǎng)時(shí)間保待砂輪的固有外形。如果偏離了這個(gè)原則,更多的材料去除,砂掄磨邊很快的磨損,就會(huì)出現(xiàn)效率的下降。就不可能在可靠的工藝下經(jīng)濟(jì)的加工刀具。
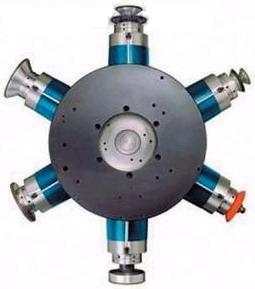
磨削頭可以配備最多6個(gè)獨(dú)立磨削主軸和/或EDM主軸,
給予用戶最大可能的柔性。
當(dāng)使用金剛砂加工金剛石材料時(shí),無論砂輪還是工件損耗里很大,這是由于磨削的相互性造成的,直到達(dá)到所需尺寸。磨削軟件將這些工況進(jìn)行記錄.PROGRIND™軟件有助于用戶進(jìn)行編程和掌握加工狀況,外部裝置以及磨削砂輪和EDM。

加工復(fù)雜的刀具示例
修整和調(diào)節(jié)
系統(tǒng)中很重要的一部分是砂輪的修整和調(diào)節(jié)磨削。最近,EWAG開始使用加工中調(diào)整系統(tǒng),使磨削砂輪無需切削或若說“開放式”,這樣無需中斷加工過程。可將磨削工序的時(shí)間減少30%。
修整
修整是對(duì)砂輪外形的整形,在并行運(yùn)行和砂輪運(yùn)行時(shí)保持砂輪的磨邊。在需要時(shí)將修整器進(jìn)給至工作區(qū)域內(nèi),并保持一段時(shí)間。這樣砂輪前面或外部得到修整。滾輪修招器由固定速度的馬達(dá)驅(qū)動(dòng)。修整參數(shù)可以通過改變主軸速度和旋轉(zhuǎn)方而進(jìn)行改變。
為減少啟動(dòng)時(shí)間,使用更高的進(jìn)給率直到觸發(fā)“間隙控制”,修整量得到補(bǔ)償。測(cè)試系統(tǒng)首先檢測(cè)已經(jīng)修整的零件,然后作出必要的補(bǔ)償。
調(diào)整
調(diào)整過程用來消理砂輪.在EWAG系統(tǒng)中用來“打開”砂輪。通過力和壓力測(cè)量系統(tǒng)進(jìn)行預(yù)先設(shè)置。在經(jīng)過砂輪一定次數(shù)的震動(dòng)沖擊后,如果力仍然不減小.不再有材料去除了。這時(shí)砂輪就需要也必須進(jìn)行調(diào)整。這個(gè)過程中會(huì)使金剛石顆粒間的空隙暴露,一種特殊的清理石頭壓在砂輪上。經(jīng)過短暫的一段時(shí)間砂輪會(huì)被“打開”進(jìn)行剩下的去除工藝。
在今天,為了正確的加工超硬材料,磨削砂輪總是盡可能的保持在最佳狀態(tài)。這需要頻繁的進(jìn)行調(diào)整過程。使用“加工中調(diào)整”,其控制方法如前聽述,在磨削時(shí),調(diào)整石進(jìn)給并接觸到磨削砂輪,并不需要中斷磨削工序本身。震動(dòng)磨削同樣可以得最佳結(jié)果。 #p#分頁(yè)標(biāo)題#e#
冷卻和潤(rùn)滑
現(xiàn)在市場(chǎng)上有合成冷卻液和潤(rùn)滑液,加上EDM和磨削的策略,能夠使加工可靠性顯著提高。由于現(xiàn)代冷卻液和潤(rùn)滑液具有低閃點(diǎn),所以機(jī)床必須具備帶有合適觸發(fā)傳感器的滅火系統(tǒng)。這些設(shè)計(jì)涵蓋了EDM和磨削的兩個(gè)加工過程。另外的選擇是腐蝕性的、水基的解決方案。當(dāng)然也有其局限性。
相關(guān)文章
- 2021-08-18完全實(shí)例自學(xué)AutoCAD 2012機(jī)械繪圖 [唯美科技工作室
- 2021-08-18完全實(shí)例自學(xué)AutoCAD 2012建筑繪圖 [唯美科技工作室
- 2021-08-17完全掌握AutoCAD 2012機(jī)械設(shè)計(jì)超級(jí)手冊(cè)_陳艷霞等編著_
- 2021-08-17完全掌握AutoCAD 2012建筑設(shè)計(jì)超級(jí)手冊(cè) [王偉 等編著]
- 2021-08-17完全掌握AutoCAD 2014 白金手冊(cè)PDF下載
- 2021-08-17完全掌握AutoCAD 2014建筑設(shè)計(jì)超級(jí)手冊(cè) [張巖 編著] 2
- 2021-08-16完全掌握AutoCAD 2014室內(nèi)設(shè)計(jì)超級(jí)手冊(cè) [周曉陽(yáng) 等著]
- 2021-08-14新手學(xué)AutoCAD 建筑設(shè)計(jì)經(jīng)典案例完全精通 [柏松 主編]
- 2021-08-13新手學(xué)AutoCAD 室內(nèi)裝潢設(shè)計(jì)經(jīng)典案例完全精通 [柏松
- 2021-08-11中文版3ds Max 2010完全學(xué)習(xí)手冊(cè) 段海朋等PDF下載