1干切削(DryCutting)技術(shù)簡(jiǎn)介
干切削技術(shù)是為適應(yīng)全球日益高漲的環(huán)保要求和可持續(xù)發(fā)展戰(zhàn)略而發(fā)展起來的一項(xiàng)綠色切削加工技術(shù)。1995年干切削的科學(xué)意義被正式確立,1997年在國(guó)際生產(chǎn)工程研究會(huì)(CIRP)年會(huì)上.德國(guó)Aachen工業(yè)大學(xué)的F.Klocke教授作了“干切削”的主題報(bào)告;1999年1月在美國(guó)國(guó)家科學(xué)基金“設(shè)計(jì)與制造學(xué)科”受資助者會(huì)議上,國(guó)際著名的刀具制造廠MAPAL公司的總裁B.P.Erdel博士也作了有關(guān)美國(guó)干切削發(fā)展的主題報(bào)告;在高速干切削方面,美國(guó)Makino公司提出“紅月牙”(Red Crescent)干切削工藝。其機(jī)理是由于切削速度很高,產(chǎn)生的熱量聚集于刀具前部,使切削區(qū)附近的工件材料達(dá)到紅熱狀態(tài),導(dǎo)致屈服強(qiáng)度明顯下降,從而提高材料去除率。目前主要采用PCBN和陶瓷等刀具來實(shí)現(xiàn)這種工藝。
干切削技術(shù)已經(jīng)在各國(guó)工業(yè)界和學(xué)術(shù)界引起廣泛的關(guān)注。目前包括歐洲、美國(guó)和日本等工業(yè)發(fā)達(dá)國(guó)家,非常重視于切削的研究,于切削技術(shù)已經(jīng)成功應(yīng)用到了生產(chǎn)領(lǐng)域,這與這些國(guó)家的工業(yè)基礎(chǔ)雄厚和環(huán)保法規(guī)特別嚴(yán)格有一定的關(guān)系。其中德國(guó)企業(yè)尤為普遍,在大批量生產(chǎn)中,已有20%的加工采用干切削技術(shù),并且取得了良好的經(jīng)濟(jì)效益,世界許多知名的機(jī)床廠商在他們的產(chǎn)品目錄中都有干切削機(jī)床加工中心。日本在干切削方面也進(jìn)行了大量研究,最近他們已開發(fā)成功幾種不使用切削液的干式加工中心。在其中的一種機(jī)床上,裝有液氮冷卻的干切削系統(tǒng),從空氣中提取高純度氮?dú)狻T诔叵乱?—6個(gè)大氣壓的壓力將液氮送往切削區(qū),可順利實(shí)現(xiàn)干切削。
我國(guó)干切削技術(shù)的研究起步較晚。成都工具研究所、山東工業(yè)大學(xué)和清華大學(xué)等單位對(duì)超硬刀具材料(如陶瓷、立方氮化硼、金剛石等)及刀具涂層技術(shù)進(jìn)行過系統(tǒng)的研究,并取得了不少的研究成果。我國(guó)陶瓷刀具目前已形成了一定的生產(chǎn)能力。這些都為干切削技術(shù)的研究與應(yīng)用提供了初步的技術(shù)基礎(chǔ)。北京機(jī)床研究所開發(fā)成功的KT系列加工中心能實(shí)現(xiàn)高速干切削。但總的來說,我國(guó)在于切削理論研究方面和國(guó)外還存在較大的差距,有待于我們今后加快研究與推廣應(yīng)用。
2干切削的特點(diǎn)及其適用條件
干切削技術(shù)是為適應(yīng)全球日益高漲的環(huán)保要求和可持續(xù)發(fā)展戰(zhàn)略而發(fā)展起來的一項(xiàng)綠色切削加工技術(shù)。其特點(diǎn):
(1)切屑干凈清潔無污染,易于回收和處理。
(2)省去了切削液傳輸,回收,過濾等裝置及相應(yīng)的費(fèi)用,簡(jiǎn)化了生產(chǎn)系統(tǒng),降低了生產(chǎn)成本。
(3)省去了切削液與切屑的分離裝置及相應(yīng)的電氣設(shè)備。機(jī)床結(jié)構(gòu)緊湊,減少占地面積。
(4)不會(huì)產(chǎn)生環(huán)境污染。
(5)不會(huì)產(chǎn)生與切削液有關(guān)的安全事故及質(zhì)量事故。
干式切削是一種在加工過程中不使用切削液的加工方法。但不是簡(jiǎn)單地停止使用切削液,而是要在停止使用切削液的同時(shí),保證高效率、高產(chǎn)品質(zhì)量、高的刀具耐用度以及切削過程的可靠性,這就需要用性能優(yōu)良的干切削刀具、機(jī)床以及輔助設(shè)施替代傳統(tǒng)切削中切削液的作用,來實(shí)現(xiàn)真正意義上的干切削。干式切削得以實(shí)施的必要條件:
(一)干式切削的刀具技術(shù)
(1)刀具應(yīng)具有優(yōu)異的耐熱性能(高溫硬度)與耐磨性能。
(2)盡量減小刀具與切屑問的摩擦系數(shù)。
(3)減少對(duì)切削液排屑作用的依賴。
(二)干式切削的機(jī)床技術(shù)
切削熱傳出和切屑、塵埃的排出要迅速。
(三)干式切削的工藝技術(shù)
應(yīng)特別注意刀具材料與工件材料間的合理匹配。
3干式切削加工的應(yīng)用
(1)從加工方法上看,車削、銑削、滾齒等加工應(yīng)用干式切削較多。我們以銑削加工為例,分析干式切削在銑削中的應(yīng)用。
一般情況下我們習(xí)慣于在銑削中尤其是在立銑加工中加注冷卻液,但在銑削中加注冷卻液會(huì)使刀具產(chǎn)生溫度的激烈變化,銑刀刀片自工件切出時(shí)冷卻,再切人時(shí)溫度又上升。溫度急劇變化在刀片中產(chǎn)生應(yīng)力,會(huì)導(dǎo)致裂紋的產(chǎn)生。盡管在干銑時(shí)也有加熱和冷卻循環(huán)產(chǎn)生,但相比之下要小得多,而且這可以通過合理選擇刀具材料、結(jié)構(gòu)和幾何參數(shù)得到解決。對(duì)于銑削加工采用干式切削可以得到比濕式切削更理想的切削效果。以下是干式、濕式銑削加工對(duì)比的典型應(yīng)用實(shí)例:涂層硬質(zhì)合金F20M干銑不銹鋼閥門座(工件材料:CF一8M,不銹耐酸鑄鋼)。
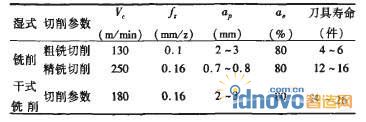
某廠在加工不銹鋼閥門座底面時(shí)原先采用SECO公司的T25M(CVD涂層)刀片,濕式粗銑和精銑,由于生產(chǎn)批量的急劇上升,刀具壽命的矛盾就顯得比較突出。最后采用SECO公司的F20M(PVD物理涂層)刀片干式粗銑,刀片型號(hào)為OFEN07040STN—D18(斷屑槽為D18,難加工型)。其結(jié)果是刀具壽命大幅度提高(見表1)。分析其原因,是由于切削力和切削溫度的變化關(guān)系是一根駝峰曲線。當(dāng)切削溫度高至超越駝峰時(shí),隨著切削溫度的進(jìn)一步提高,切削力會(huì)下降,使得切削變得相對(duì)容易,故刀具壽命提高。而如果在此時(shí)加入冷卻液,會(huì)使切削區(qū)溫度下降,導(dǎo)致切削力上升,磨損加劇,使刀具壽命降低。
表1 干式、濕式銑削加工對(duì)比表
(2)就工件材料而言,鑄鐵由于熔點(diǎn)高、熱擴(kuò)散系數(shù)小,最適合進(jìn)行干切削。Spur和Lachmund陶瓷刀具和CNB刀具高速切削鑄鐵的試驗(yàn)結(jié)果表明,由于CNB具有較高的導(dǎo)熱系數(shù),能快速帶走工件的熱量,因此CNB刀具比陶瓷刀具更適合鑄鐵材料的高速切削。例如:PCBN刀具已成功運(yùn)用于上海通用汽車公司新建成的發(fā)動(dòng)機(jī)柔性生產(chǎn)線上,干式銑削灰口鑄鐵缸體平面,銑削速度可達(dá)1600m/min,切削參數(shù):
![]() ,刀具壽命:170件,大大提高了發(fā)動(dòng)機(jī)的加工效率。
,刀具壽命:170件,大大提高了發(fā)動(dòng)機(jī)的加工效率。
(3)低溫干切削是利用低溫流體如液態(tài)氮、液態(tài)二氧化碳和冷風(fēng)等噴向加工系統(tǒng)的切削區(qū)域,造成切削區(qū)的局部低溫或超低溫狀態(tài),利用工件在低溫條件下產(chǎn)生的低溫脆性,提高工件的切削加工性、刀具壽命和工件表面質(zhì)量。根據(jù)冷卻介質(zhì)的不同,低溫切削可分為冷風(fēng)切削和液氮冷卻切削。低溫冷風(fēng)切削法是通過向刀尖的加工部位噴一20℃一一30℃(甚至更低)的低溫氣流,并混入微量的植物性潤(rùn)滑劑(每小時(shí)10—20m1),從而起到降溫、排屑、潤(rùn)滑的作用。低溫冷風(fēng)切削與傳統(tǒng)切削相比,能夠提高加工效率,改善工件表面質(zhì)量,而且對(duì)環(huán)境幾乎無污染。日本安田工業(yè)公司的加工中心采用在電機(jī)軸、刀桿軸的中心插入絕熱風(fēng)管的結(jié)構(gòu),使用一30℃的低溫冷風(fēng)直接通向刀刃。該結(jié)構(gòu)大大改善了切削條件,有利于低溫冷風(fēng)切削加工工藝的實(shí)施。日本橫川和彥教授對(duì)車削和銑削中的冷風(fēng)冷卻進(jìn)行了研究。在銑削試驗(yàn)中,分別采用水基切削液、常溫風(fēng)(+10℃)和冷風(fēng)(一30℃)三種條件進(jìn)行比較,結(jié)果表明,采用冷風(fēng)切削時(shí)刀具耐用度顯著提高。在車削試驗(yàn)中,冷風(fēng)(一20℃)切削時(shí)刀具磨損率比常溫風(fēng)(+20℃)切削時(shí)顯著下降。
4結(jié)論
干式切削加工是一種理想的清潔制造工藝方法。國(guó)外對(duì)干式切削加工的研究和應(yīng)用已比較廣泛,我國(guó)在此項(xiàng)技術(shù)上同國(guó)外相比有很大的差距。但以上的成功應(yīng)用實(shí)例可以表明,在現(xiàn)有技術(shù)條件下,干式切削加工在我國(guó)是可以實(shí)現(xiàn)的,并隨著在車削和銑削中的廣泛應(yīng)用,必將推動(dòng)在其他加工方法中的應(yīng)用。當(dāng)然,干式切削技術(shù)的發(fā)展,必須依托于先進(jìn)的刀具結(jié)構(gòu)和刀具材料。相信隨著干式切削技術(shù)的深入研究和推廣應(yīng)用,我國(guó)的切削加工效率和加工質(zhì)量都將達(dá)到一個(gè)新的水平。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國(guó)專業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF