本文介紹了BEIJING-FANUC SERIES O-MD操作系統(tǒng)的一些內(nèi)容。
FANUC系統(tǒng)是一種比較完善、廣泛用于車、銑、鉆以及加工中心的數(shù)控系統(tǒng),該系統(tǒng)加工性能穩(wěn)定、加工精度高、操作靈活簡便,能加工復雜多樣的零件。本節(jié)介紹的BEIJING-FANUC SERIES O-MD數(shù)控系統(tǒng)即是一種高精度、高性能的軟件固定型的CNC數(shù)字控制系統(tǒng)。
一、機床操作面板簡介
機床操作面板依據(jù)不同的CNC機床而不同,其開關(guān)的功能及排列順序也各不相同。詳細情況可參照機床說明書。圖3-28為BEIJING-FANUC SERIES O-MD數(shù)控系統(tǒng)的機床操作面板。
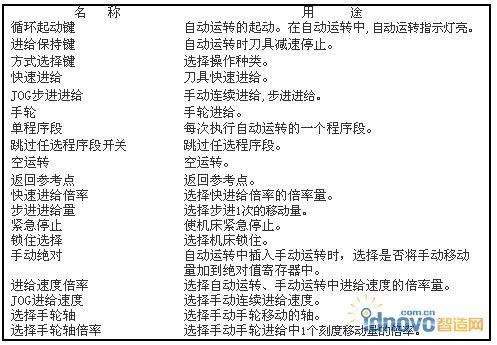
表3-2 BEIJING-FANUC SERIES O-MD系統(tǒng)的操作功能鍵說明
二、BEIJING-FANUC SERIES O-MD系統(tǒng)CRT/MDI的操作功能鍵
BEIJING-FANUC SERIES O-MD系統(tǒng)CRT/MDI操作功能鍵主要分為二大部分,第一部分為是操作面板上的功能鍵,第二部分是操作面板上的數(shù)字輸入及編輯鍵,參見圖3-29。BEIJING-FANUC SERIES O-MD系統(tǒng)的功能鍵有以下幾種:
1.復位鍵(RESET鍵):用于解除報警,CNC復位。
2.啟動鍵(START鍵):用于MDI運轉(zhuǎn)的循環(huán)起動或自動運轉(zhuǎn)的循環(huán)啟動。也作地址或數(shù)字輸出鍵(OUTPUT)。
3. 輸入鍵(INPUT鍵):按地址鍵或數(shù)字鍵后,地址或數(shù)字進入鍵輸入緩沖器并顯示在CRT上。若要將緩沖器的信息設(shè)置到偏置寄存器中,可按INPUT鍵。此鍵作用與軟鍵中的INPUT鍵等同。
4.取消鍵(CAN鍵):消除鍵輸入緩沖器中的文字或符號。[例] 鍵輸入緩沖器顯示N0001時,若按[CAN]鍵,則N0001被取消。
5.光標移動鍵(CURSOR ↑、↓鍵):用小區(qū)分單位移動光標時使用。
6. 翻頁鍵(PAGE ↑、↓鍵):翻動CRT頁面時使用。
7.功能操作鍵:
[ POS ] 進行現(xiàn)在位置的顯示。
[ PRGRM ] EDIT方式時,進行存儲器內(nèi)程序的編輯、顯示;MDI方式時,進行MDI數(shù)據(jù)的輸入、顯示,自動運轉(zhuǎn)中進行指令值的顯示等。
[ MENU/OFSET ] 進行偏置量的設(shè)定與顯示。
[ PARAM DGNOS ] 運行參數(shù)的設(shè)定、顯示及診斷數(shù)據(jù)的顯示。
[ OPR/ALARM ] 顯示報警號
注意:按任何一個功能按鈕和[ CAN ],畫面的顯示就會消失。之后再按其中一個功能鍵,畫面會再一次顯示。
8.軟鍵(參數(shù)NO.48 bit7設(shè)為1):軟鍵按照用途可以給出多種功能,并在CRT畫面的最下方顯示:、
左端的軟鍵[ ▲ ] :由軟鍵輸入各種功能時,為返回最初狀態(tài)(按功能鍵時的狀態(tài))而使用。右端的軟鍵[ ▼ ]:用于還未顯示的功能。
9.BEIJING-FANUC SERIES O-MD系統(tǒng)的數(shù)據(jù)輸入鍵為圖3-30中右側(cè)的數(shù)字鍵區(qū),用于字母、數(shù)字等文字/地址的輸入。
由數(shù)據(jù)輸入鍵所輸入的內(nèi)容顯示在畫面下方倒數(shù)第2行。如圖3-30所示,輸入數(shù)據(jù)時,數(shù)據(jù)鍵和地址鍵兼用。對于在鍵面上印有多個地址的鍵([/,EOB]鍵、[D4thB]鍵、[IJK] 鍵、[PQL] 鍵),根據(jù)按鍵的次數(shù)可作如下變化:
鍵入[/,EOB]以外的地址時,需按一下[/,EOB],地址才能被輸入,其他請參考圖3-31。
其中在屏幕上顯示ADRS. 時,才能輸入地址。其中在屏幕上顯示NUM或NO.時,才能輸入數(shù)值。地址或數(shù)值的切換,根據(jù)具體條件(當前頁面)等,由CNC自動進行。
三、BEIJING-FANUC SERIES O-MD系統(tǒng)的運轉(zhuǎn)方式
BEIJING-FANUC SERIES O-MD系統(tǒng)的運轉(zhuǎn)方式可分為手動運轉(zhuǎn)和自動運轉(zhuǎn)。
1.手動運轉(zhuǎn)
用手動可以連續(xù)地移動機床各軸。
1)手動返回參考點:
使方式選擇開關(guān)置于JOG的位置上,并使返回參考點的開關(guān)置于ON狀態(tài)。點動+X、(-X)、+Y(-Y)、+Z(-Z),使各軸向參考點方向JOG進給,返回參考點之后指示燈亮。
2)手動連續(xù)進給:
使方式選擇開并置于JOG的位置,并選擇移動軸 ,機床在所選擇的軸方向上移動(手動只能單軸運動)。選擇JOG進給速度后,還要按快速進給按鈕,才能手動快速進給(注:此時與G00快速定位相同)。
3)步進(STEP)進給(增量進給):
使方式選擇開關(guān)置于STEP的位置,選擇移動量及移動軸。若按一次軸選擇開關(guān),僅在軸方向上移動其規(guī)定的移動量。關(guān)斷后再次接通時,又僅移動規(guī)定的移動位置。其中步進移動速度與JOG進給速度相同。若按快速進給按鈕,變?yōu)榭焖龠M給。快速進給時,快速進給倍率有效。
4)手動手輪進給:
使方式選擇開關(guān)置于HANDLE的位置,選擇手搖脈沖發(fā)生器移動的軸。右轉(zhuǎn)(+方向)或左轉(zhuǎn)(-方向)轉(zhuǎn)動手搖脈沖發(fā)生器,使機床微量進給。移動量可按手動倍率開關(guān)切換。用×10的移動量為10倍,用×100的移動量為100倍。
5)手動絕對值開關(guān)接通·關(guān)斷(MANUAL ABSOLUTE):
用于確定是否將手動移動量加在絕對值上。開關(guān)接通時,坐標值改變手動移動部分,開關(guān)關(guān)斷時坐標值不變。
2.自動運轉(zhuǎn)
預先將程序存入存儲器中,選擇要運轉(zhuǎn)的程序,將方式選擇開關(guān)置于AUTO的位置,按循環(huán)起動鍵,循環(huán)起動燈亮,自動運轉(zhuǎn)開始。
在自動運轉(zhuǎn)中,還可以采取以下2種運轉(zhuǎn)方式:
1)MDI運轉(zhuǎn)方式。即由CRT/MDI操作面板輸入一個程序段的指令并執(zhí)行。首先選擇MDI運轉(zhuǎn)方式,使MDI成為當前狀態(tài),然后輸入所需的數(shù)據(jù)及指令,按啟動鍵,指示燈亮,機床開始執(zhí)行自動運轉(zhuǎn)。
2)單程序段運轉(zhuǎn)方式。將單程序段開關(guān)置于ON,按啟動鍵,指示燈亮,則按照已輸入的程序指令段,機床開始執(zhí)行自動運轉(zhuǎn)。停止自動運轉(zhuǎn)可以預先用程序在想要停止的地方輸入停止指令,如程序停止(M00)、任選停止(M01)、程序結(jié)束(M02、M30)等指令,也可以按操作面板上的按鈕使自動運轉(zhuǎn)停止。
在程序運轉(zhuǎn)中,按機床操作面板上的進給保持按鈕,可使自動運轉(zhuǎn)暫時停止。若按進給保持按鈕,進給保持燈亮,循環(huán)起動燈滅,機床變?yōu)橐韵聽顟B(tài): ①執(zhí)行暫停中,停止暫停狀態(tài);②機床移動時,進給減速停止;③ M、S、T的操作執(zhí)行后停止。
由DRT/MDI的復位按鈕、外部復位信號可使自動運轉(zhuǎn)停止,呈復位狀態(tài)。若在移動中復位,機床減速后停止。
3.試運轉(zhuǎn)
當需要進行機床程序的檢測時,可采用試運轉(zhuǎn)。該機床設(shè)置有全軸機床鎖住開關(guān)、單軸機床鎖住開關(guān)以及輔助功能鎖住開關(guān),此功能多用于程序的檢測。
4.空運轉(zhuǎn)
空運轉(zhuǎn)中,不考慮程序指定的進給速度,而應為以下進給速度。

四、系統(tǒng)編程操作
1.編輯存儲操作
使當前狀態(tài)處于EDIT方式,按PRGRM鍵輸入地址O及程序號、程序指令,再按INSRT鍵,將程序存儲。
2.程序調(diào)用操作
使當前狀態(tài)處于EDIT和AUTO方式,按PRGRM鍵,輸入地址O及程序號,按CURSOR↓鍵,可以檢索到所需程序,F(xiàn)ANUC系統(tǒng)檢索程序號方法很多,使用時,可以參照系統(tǒng)說明書。
3.程序刪除操作
不管是部分刪除還是全部刪除,首先都要選擇EDIT方式,按下PRGRM鍵,輸入地址O與程序號,按DELETE就可以刪除所指定的程序段,如果是全部刪除,只需輸入9999EDLET即可。
4.參數(shù)設(shè)置
刀具長度、單位補償量的設(shè)置:按OFSET按鈕,讓光標移向需變更的編置號,用數(shù)據(jù)輸入鍵輸入補償量,按INPUT鍵,補償量輸入并顯示出來。
五、系統(tǒng)安全操作系統(tǒng)安全操作
1.緊急停止(EMERGENCY STOP)
當發(fā)生緊急情況時,按機床操作面板上的緊急停止按鈕,機床鎖住,機床移動立即停止。緊急停止時,通向電機的電源被關(guān)斷。解除緊急停止的方法隨機床廠家而不同,一般通過旋轉(zhuǎn)解除。解除緊急停止前,應排除不正常因素。
2.超程
刀具超越了機床限位開關(guān)規(guī)定的行程范圍時,顯示報警,刀具減速停止。此時,用手動將刀具移向安全的方向,然后,按復位按鈕解除報警。
3.行程檢測
圖3-32所示,可設(shè)定刀具的移動范圍。
用參數(shù)設(shè)定限制范圍,設(shè)定范圍的外側(cè)為禁止范圍,通常由機床廠家一次在機床最大行程處設(shè)定,不需改變。但在設(shè)定禁止范圍時,如果2點為同一點時,則所有領(lǐng)域均為禁止范圍,且不必要的限位,應在機床行程范圍之外設(shè)定。一旦到達禁止范圍并報警后,只能從進入的方向退出。
4.報警處理
不能正常運轉(zhuǎn)時,一般可按以下情況確認。1) CRT顯示錯誤代碼時,可參照附錄1 查找錯誤原因。P/S報警時,分析程序錯誤或設(shè)定數(shù)據(jù)錯誤,修改程序或重新設(shè)定數(shù)據(jù)。2) CRT無顯示錯誤代碼時,可能系統(tǒng)正在進行后臺處理,而運轉(zhuǎn)暫時停止;如長時間無反應,可參照有關(guān)故障情況調(diào)查及故障檢測辦法,查明故障原因,對癥處理。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術(shù)人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數(shù)據(jù)處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎(chǔ)培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計案例教程中文版AutoCAD 建筑設(shè)計案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機械A(chǔ)utoCAD 項目教程 第3版 [繆希偉 主編] 2012年P(guān)DF